Ever since we released Squink, we've been using conductive nanoparticle silver inks to print our boards and using a conductive glue for connecting the components to the traces. Why was that? Because most RoHS Solder-pastes such as SAC 305 tended to exhibit something called 'tin scavenging' whereby the silver was eroded by the tin in these solder pastes. In addition, the high reflow temperatures was beyond our heatbed range and the melting point of our insulating ink.
However, our new Tin-Bismuth-Silver solder pastes exhibit much lower melting points than other solder pastes yet provide the same robust weld between component and trace. These Tin-Bismuth-Ag pastes are compatible with our SV2 printers and are for sale today!
Why does Solderability Matter?
Hint: tight-pitch ICs aren't a headache

Reflow Solder paste is made of tiny particles of metals within a gel paste of flux and rosin, often stenciled or dispensed onto pads before the components are placed. When sufficient thermal energy is applied the flux breaks up the oxidation layers on the pads and leads and the metal particles metal to create a highly conductive bond betwen the two.
Solderability matters because components with small pads and lead pitches (ie QFN or QFP components) can be shorted if one was using glue. When the metal melts it tends to bond to other metal parts nearest - the pad and the lead - instead of the neighbouring lead or pad. In other words an SV2 user can now use tight-pitch components and not worry about shorting as with our glues.
Are they any Tips or Tricks?
But of course! Here are a few things we have learned
- First off, we recommend using our solder paste with these boards - not some other tin-bismuth solder wire. We just see the best results with our paste.
- Our paste is thicker than our conductive glues - adjust the settings accordingly. As with all pastes, store in the fridge and let it warm up to room temperature before use.
- How do I reflow the solder paste? Our SV2 has a preset profile that is optimized for reflowing the pastes and connecting parts to the pads.
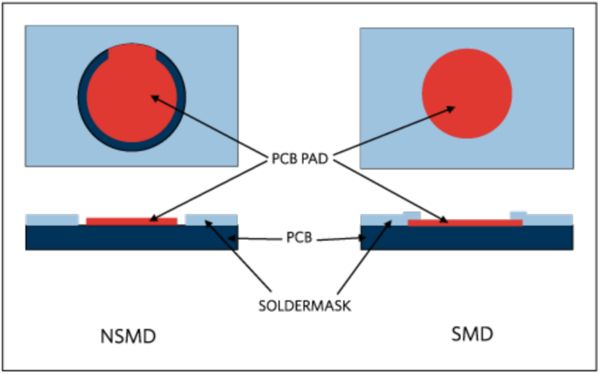
- A solder mask is highly recommended, and when you export your mask make sure the mask overlaps the edges of the pads. This is a common design tip with many PCB vendors as it helps keep the pads stuck to the substrate when the reflow action happens and the flux does its work.
- Reworking is certainly fine - a heatgun set to 150-160C will allow you to release the part. We have reworked a single part more than a dozen times without failure.
- For surface-mount connectors we recommend applying glue or epoxy to the leads and pads after attachment to give it more strength. You can do the same for other mission-critical parts where ruggedness is needed. Otherwise it's like any other soldered board